
Proceso de fabricación
Discover the latest advancements in development, production, and testing of LED display screens at Enbon. Explore various production processes and technologies, including LED display chip testing
Discover the latest advancements in development, production, and testing of LED display screens at Enbon. Explore various production processes and technologies, including LED display chip testing
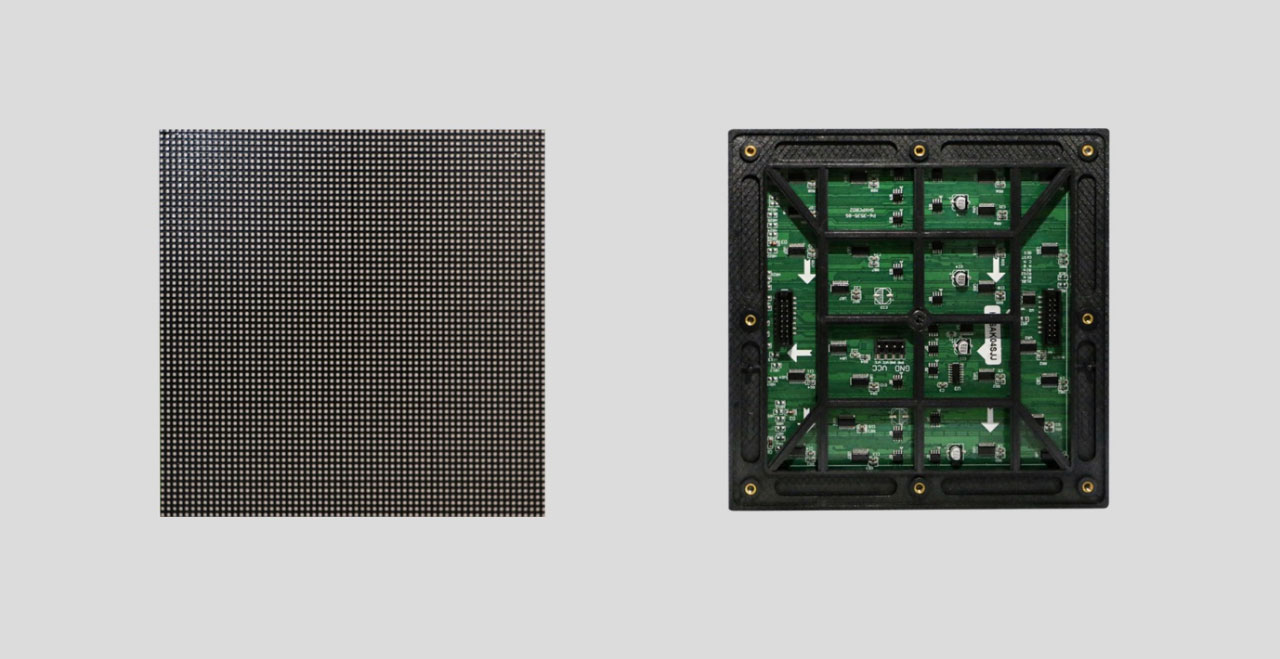
Como uno de los principales fabricantes de pantallas LED en China, los productos de Enbon cubren dos series: DIP (Dual In-line Package) y SMD (Surface Mount Device), cumpliendo completamente con los requisitos de diversos puntos de espacio, distancia de visualización, brillo y requisitos ambientales de la aplicación. Hemos establecido un sistema de desarrollo de productos, producción y control de calidad perfecto, con 8 líneas de producción SMT totalmente automáticas, 4 impresoras automáticas y 2 líneas de secado automático para productos exteriores, para satisfacer completamente diversos pedidos y necesidades. Nuestros productos han pasado las certificaciones CCC, FCC, CE, IAF, ROHS y otros estándares internacionales, así como las certificaciones de productos y empresas, informes de pruebas de productos y certificados de patentes.
Se verifica si hay daños mecánicos o corrosión en la superficie del material (el tamaño del chip de Rockhill y el tamaño del electrodo coinciden con los requisitos del proceso donde se completa el patrón del electrodo).
Los chips de la pantalla electrónica LED están dispuestos de manera densa incluso después de cortarlos pequeños (aproximadamente 0.1 mm), lo que no es adecuado para las operaciones posteriores. Se ha expandido la película de los chips adheridos utilizando un reamer para aumentar el espacio entre los chips LED a aproximadamente 0.6 mm. También se puede utilizar la expansión manual, pero puede generar problemas no deseados como la caída de virutas y otros desechos.
El adhesivo de color plateado o el adhesivo aislante se colocan en las posiciones correspondientes del soporte de la pantalla LED. (Se utiliza adhesivo de plata para chips de luz roja con sustrato conductor de GaAs, SiC, y para chips de luz amarilla y verde-amarilla con electrodo trasero. Para chips LED de luz azul y verde con sustrato aislante de zafiro, se utiliza adhesivo aislante para la fijación de los chips). El proceso implica controlar la cantidad de adhesivo, la altura del coloide y la posición del adhesivo, y tanto el adhesivo de plata como el adhesivo aislante tienen requisitos estrictos para el almacenamiento, el uso, el despertar, la mezcla y el tiempo de uso. La pasta de plata es un aspecto que requiere atención en el proceso.
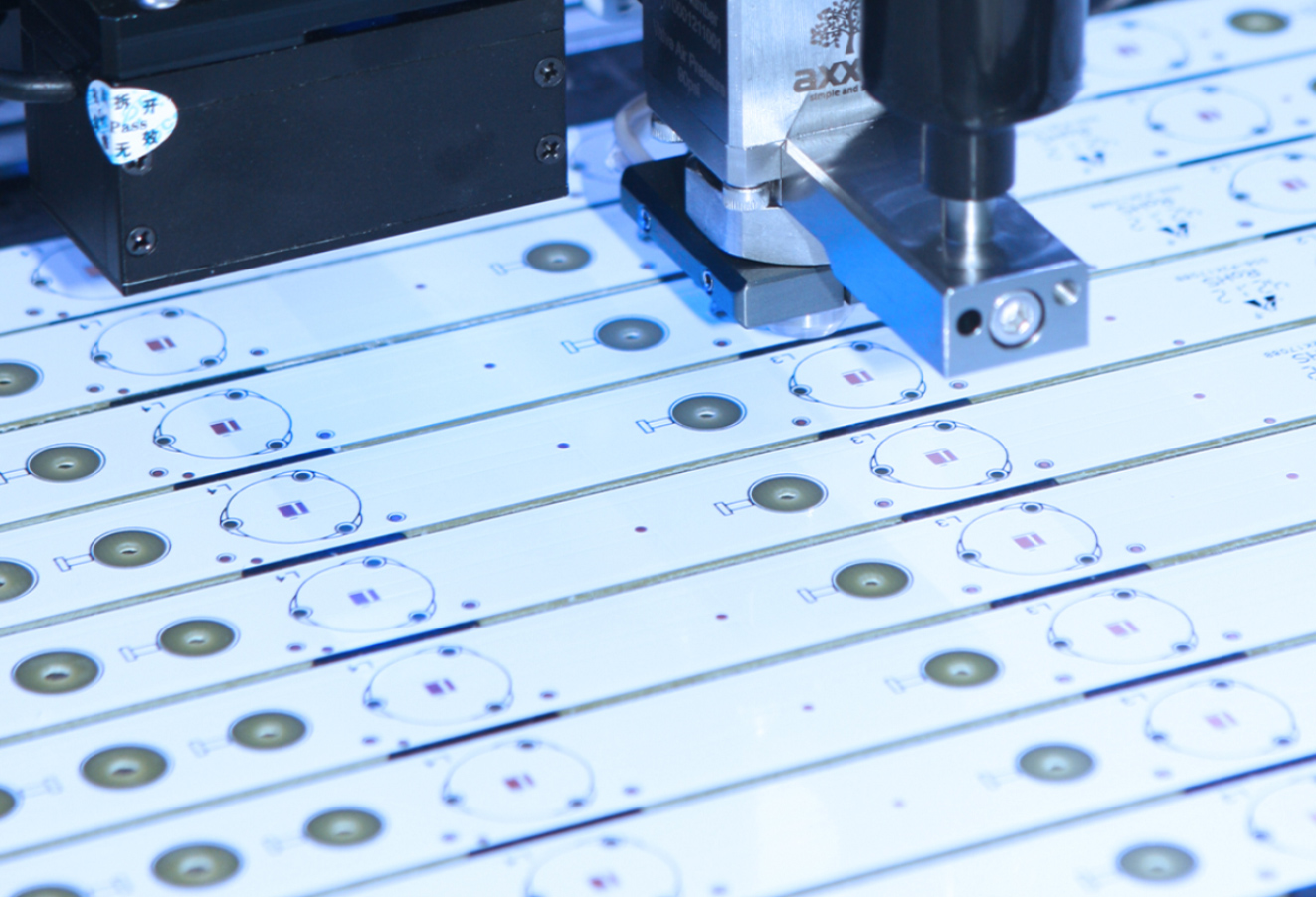
Los chips LED expandidos (con o sin adhesivo) se colocan en el dispositivo de sujeción de la mesa de perforación, y se coloca el soporte LED debajo del dispositivo de sujeción, luego se inserta cada chip LED uno por uno con una aguja en la posición correspondiente bajo un microscopio. En comparación con la instalación automática, la inserción manual de chips tiene una ventaja: la capacidad de cambiar fácilmente chips diferentes en cualquier momento, lo que la hace adecuada para productos que requieren la instalación de varios chips.
El montaje automatizado es en realidad una combinación de dos pasos: adhesivo (dispensación) y fijación del chip, colocando el primer punto en la parte plateada del adhesivo del soporte LED (. adhesivo aislante), luego use una boquilla de vacío para succionar la posición móvil del chip LED y colóquelo encima. Posición de apoyo correspondiente. El proceso de instalación automatizada de racks requiere estar familiarizado con la programación del funcionamiento del equipo, el ajuste de los adhesivos del equipo y la precisión de la instalación. En la selección de boquillas, se deben seleccionar boquillas de baquelita tanto como sea posible y se debe utilizar baquelita para evitar daños en la superficie de los chips LED, especialmente los chips azules y verdes. Esto se debe a que la boquilla daña la capa de difusión de corriente en la superficie del chip.

El propósito de la sinterización es endurecer el adhesivo de plata y, durante la sinterización, se debe controlar la temperatura para evitar la degradación de la calidad del lote. La temperatura de sinterización del adhesivo de plata generalmente se controla a 150 ℃ y el tiempo de sinterización es de 2 horas. Se puede ajustar a 170 ℃ durante 1 hora según la situación real. El adhesivo aislante generalmente se calienta a 150 ℃ durante 1 hora. El horno de sinterización de pegamento de plata debe abrirse cada 2 horas (o 1 hora) según los requisitos del proceso para cambiar los productos sinterizados, y no se puede abrir libremente en el medio. No utilice el horno de sinterización para ningún otro fin para evitar la contaminación.
El propósito de la soldadura a presión es guiar los electrodos al chip LED y completar la conexión entre los cables internos y externos del producto. Hay dos tipos de soldadura a presión para pantallas LED: soldadura con bolas de alambre de oro y soldadura a presión con alambre de aluminio. Primero, presione el primer punto del electrodo del chip LED, luego tire del cable de aluminio hasta el soporte correspondiente, presione el segundo punto y extraiga el cable de aluminio. El proceso de soldadura de bolas de alambre dorado quema la bola antes de presionar el primer punto. El resto del proceso es similar. La unión por presión juega un papel importante en la tecnología de embalaje de pantallas LED grandes. Los principales procesos que deben controlarse son la forma del arco del alambre de oro (alambre de aluminio), la forma de la unión de soldadura y la soldadura por presión y tensión.

Se utilizan métodos adhesivos, encapsulados y moldeados para empaquetar pantallas electrónicas LED. Los desafíos del control de procesos incluyen la gestión de burbujas de aire, volumen de material y manchas solares. El diseño se centra en seleccionar la combinación adecuada de epoxi y soporte. La dispensación LED tiene opciones de LED SUPERIOR y LED lateral. La dosificación manual requiere un control preciso del volumen de epoxi. Al dispensar LED blancos, pueden producirse diferencias de color debido a la precipitación de fósforo. La unión de LED y la encapsulación de lámparas LED son métodos comunes. El encapsulado implica inyectar epoxi líquido en la cavidad del molde y curarlo para formar el LED. Para moldear un LED, se llena un molde con epoxi sólido, que fluye hacia las ranuras del LED y se solidifica.
El curado se refiere al curado del sellador epóxico. Las condiciones típicas de curado de epoxi son 135°C durante 1 hora. El envasado por moldeo generalmente se realiza a 150 ℃ durante 4 minutos. El poscurado es el proceso de curar completamente el epoxi mientras se realiza el envejecimiento térmico del LED. El poscurado es muy importante para mejorar la fuerza de unión entre el epoxi y la PCB. Las condiciones típicas son 120 ℃ y 4 horas.
Dado que las pantallas LED están conectadas entre sí (en lugar de una sola) durante la fabricación, el empaque de la lámpara LED requiere un corte de nervaduras para cortar las nervaduras en el soporte de LED. están contratando. El SMD-LED está en una placa PCB y requiere un corte de máquina para completar la tarea de separación.
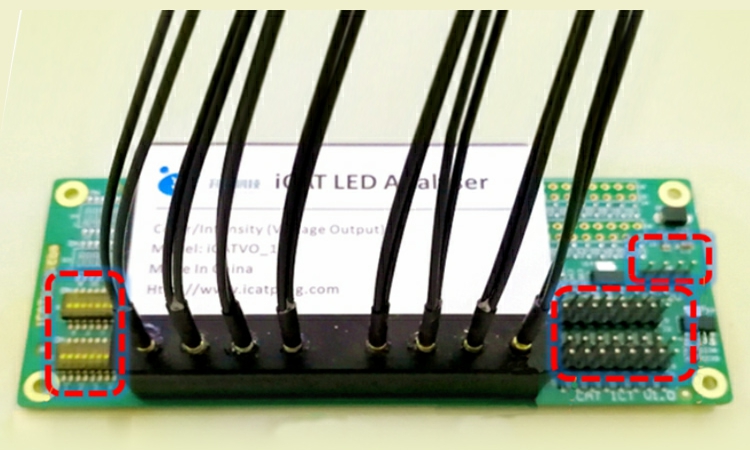
Probamos los parámetros fotoeléctricos de los LED, verificamos la forma y el tamaño y separamos los productos de pantallas electrónicas LED de acuerdo con los requisitos del cliente.
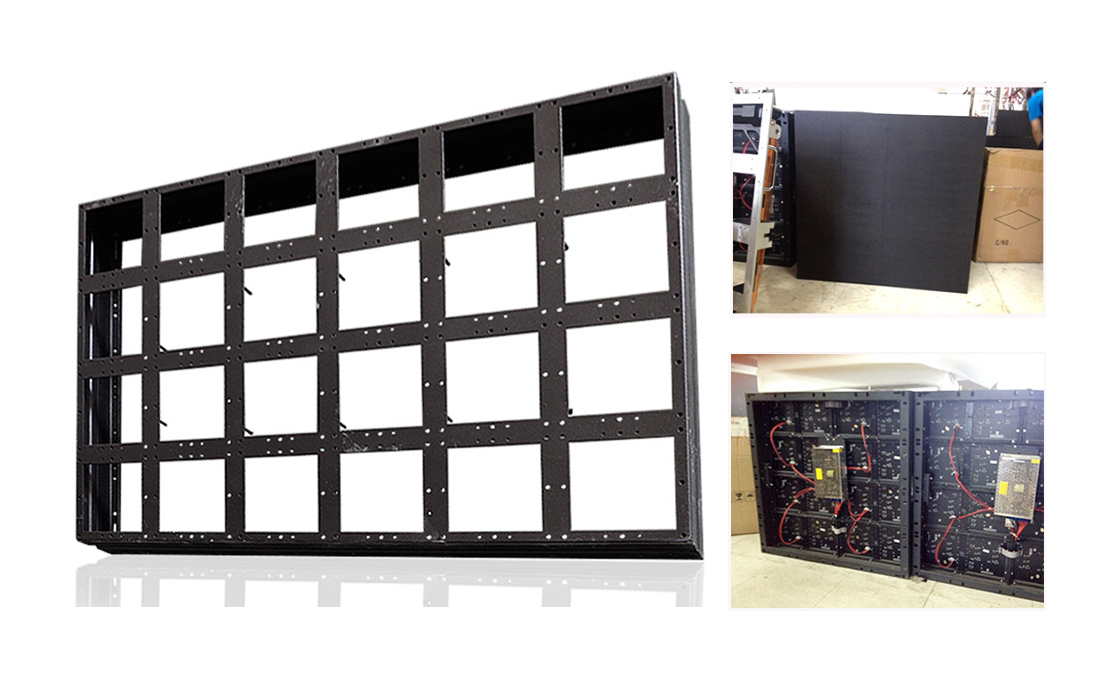
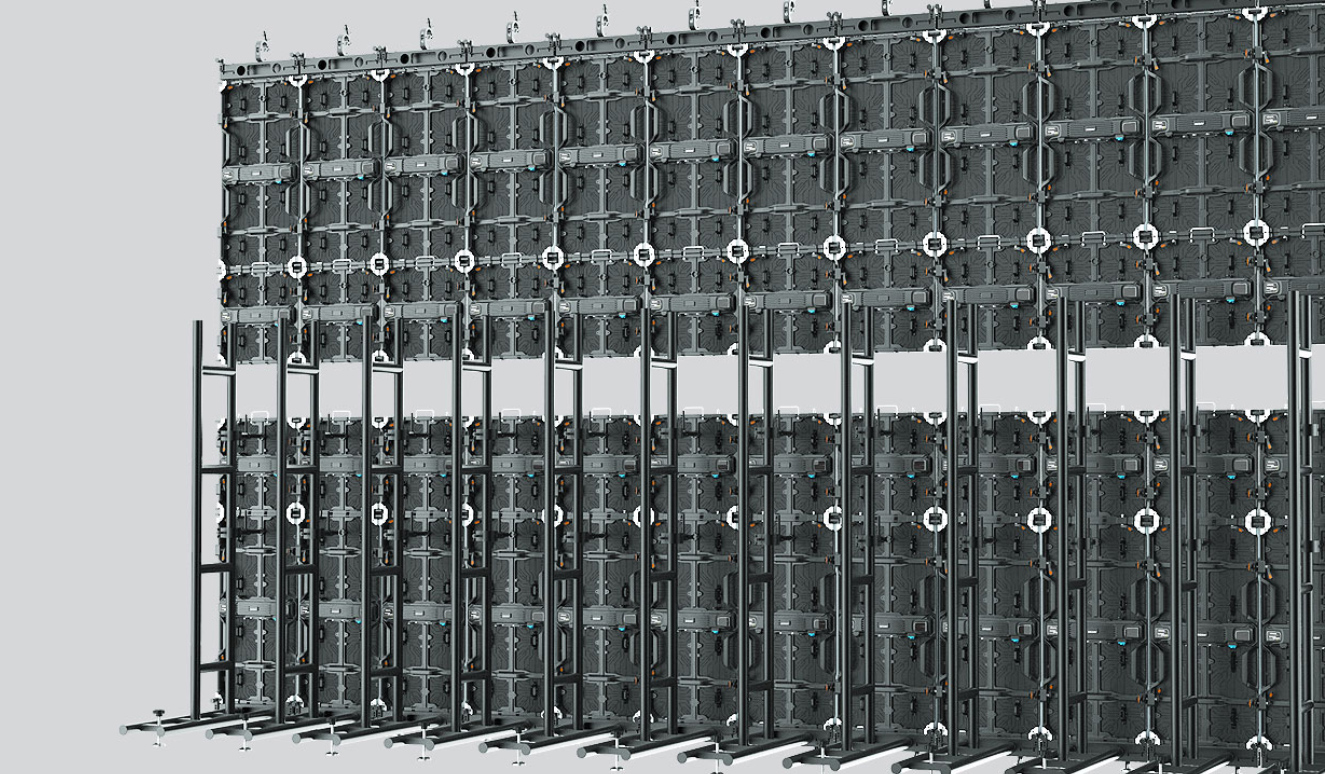
La caja es una combinación de varios módulos, y la planitud de la caja y los espacios entre los módulos están directamente relacionados con el efecto general del conjunto de la caja. En la actualidad, las cajas de procesamiento de placas de aluminio y las cajas de fundición a presión de aluminio se utilizan ampliamente y la planitud puede alcanzar 10 líneas. El espacio de unión entre módulos se evalúa mediante la distancia entre los píxeles más cercanos de dos módulos. Si dos píxeles están demasiado cerca, se iluminará una línea brillante. Si dos píxeles están demasiado separados, se producirá una línea oscura. Antes del montaje, es necesario medir y calcular las juntas del molde y preseleccionar el espesor relativo de la chapa como elemento de fijación a insertar para el montaje.
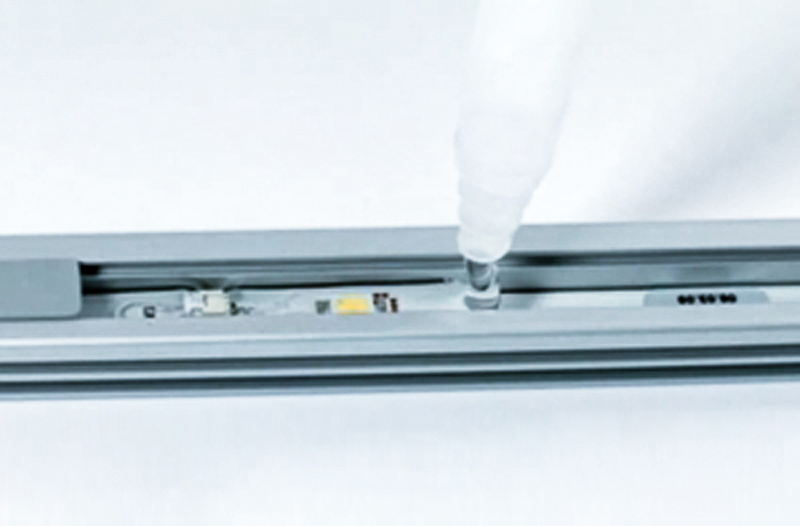
Proceso de fabricación de estructura impermeable de pantalla LED. Sus características incluyen los siguientes pasos:
